想要一睹(海口) 玻璃钢模具挡土墙模具追求品质产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:(海口) 玻璃钢模具挡土墙模具追求品质的图文介绍
 玻璃钢模具挡土墙模具追求品质")
 玻璃钢模具挡土墙模具追求品质")
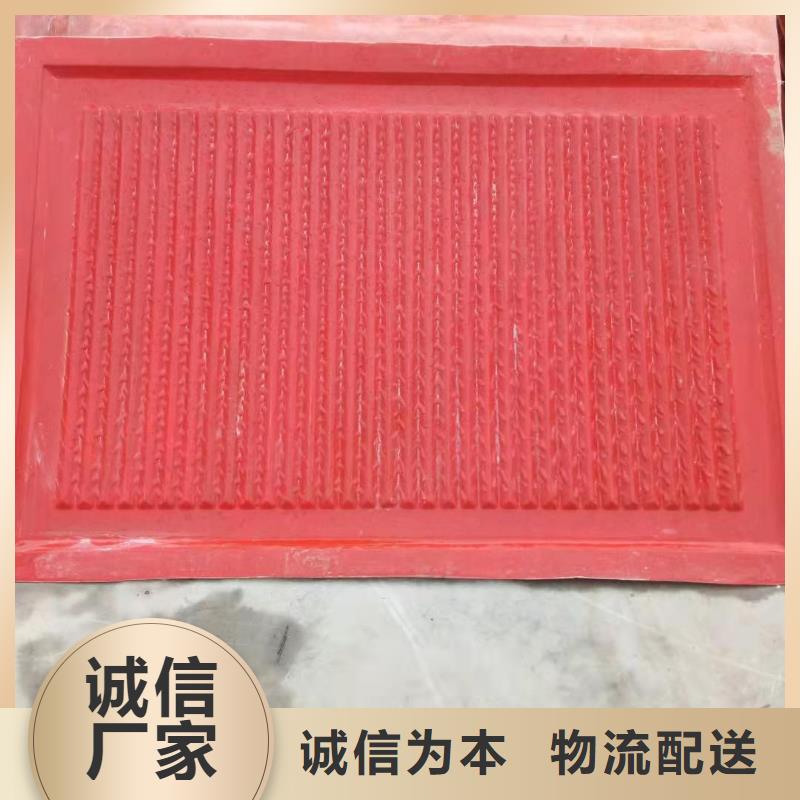
排水槽模具的市场地位也越来越高,各地模具厂家的发展也越来越迅速。主要分为了订单式生产和小规模生产,订单式生产主要都是根据客户订单来进行设计大批量进行生产的,而小规模生产的客户主要的规格还是通用的规格。虽然发展迅速,但是设计方面还处于停滞阶段,因此模具制造周期长,成本高,过程相对复杂,不能同时进行生产,都有可能延长生产周期。模具的耐磨性,就要既保持具有高的硬度,又要保证钢中碳化物或其他硬化相的组成、形貌和分布比较合理。对于重载、高速磨损条件下服役的模具,要求表面能形成薄而致密粘附性好的氧化膜,保持润滑作用,减少模具和工件之间产生粘咬、焊合等熔融磨损,又能减少模具表面进行氧化造成氧化磨损。模具行业最终是靠质量说话的,我们知道,很多小型排水槽模具企业由于管理、人才方面的一些问题,导致质量粗糙,控制不到位,以至影响到客户的产品开发进度和质量,让客户非常苦恼。排水槽模具受到全国各地用户的亲赖、更以其低成本、高回报、简单设备、快速投产和可靠的产品质量,是其他任何设备所无法比拟的!在拥有国内 进的生产装备及高精度的产品检测系统基础上,确保排水槽模具产品高品质,零缺陷,用最人性化,科学化,集约化的管理模式及精良的工艺装备保障完善企业的运转,发展并壮大持续经营。
 玻璃钢模具挡土墙模具追求品质")
 玻璃钢模具挡土墙模具追求品质")
 玻璃钢模具挡土墙模具追求品质")
精诚合作、共振辉煌,为营销理念,用过硬的质量、良好的信誉、优质的服务、合理的价格,不断的拓展 盖板模具市场。针对客商制定的特殊规格、型号的 盖板模具产品,无论量大还是量小,钜顺模具制造厂都能迅速的组织生产。正是因为有了强大的科研、生产作后盾,以灵活的生产、销售为经营手段,钜顺模具制造厂才会创造一个又一个骄人的业绩。 公司竭诚欢迎海内外各界新老朋友来函来电洽谈业务,并随时恭候垂询惠顾。愿与您精诚合作,共创辉煌的明天。
 玻璃钢模具挡土墙模具追求品质")
 玻璃钢模具挡土墙模具追求品质")
1、设备
采用喷射设备涂敷模具胶衣是模具制造工艺中一个重要环节。适宜的喷射压力对避免多孔和胶衣流挂、胶衣分色等现象有重要影响。
我们目前使用的871喷枪,在喷枪壶里,固化剂通过手动混合,保证了准确的比例,但喷枪喷出的扇形混合物的分布产生一非常细的雾化效果,喷涂的速度比泵送系统慢,其工作时间受到原料凝胶时间的限制。
2、模具胶衣的检验
模具胶衣的贮存期是要求非常严格的指标,依照胶衣供应商的建议是十分重要的,大多数情况下,生产者能够保证胶衣从包装到一特定时间的使用质量。因此,生产者与检查者应经常检验每桶胶衣的生产日期或日期编号,以便确认胶衣是否在有效的使用期内。
⑴ 混合
在使用前用一气动搅拌器彻底搅拌每一桶模具胶衣,并确保桶里所有的材料都得到完全的混合,然后,允许胶衣停留几分钟以恢复到它自身的黏度,再进行使用。
⑵ 温度
核实胶衣的温度在21~28℃范围内,该温度是制模工艺要求的适宜温度。
⑶ 凝胶时间
每桶模具胶衣的凝胶时间、供应商都有明确规定。模具胶衣进厂后,质检部门必须核实凝胶时间,即
A、样品应达到标准的测试温度25℃;
B、加入指定数量的固化剂并混和均匀;
C、记录下从固化到加入到凝胶的时间。
 玻璃钢模具挡土墙模具追求品质")
 玻璃钢模具挡土墙模具追求品质")
 玻璃钢模具挡土墙模具追求品质")
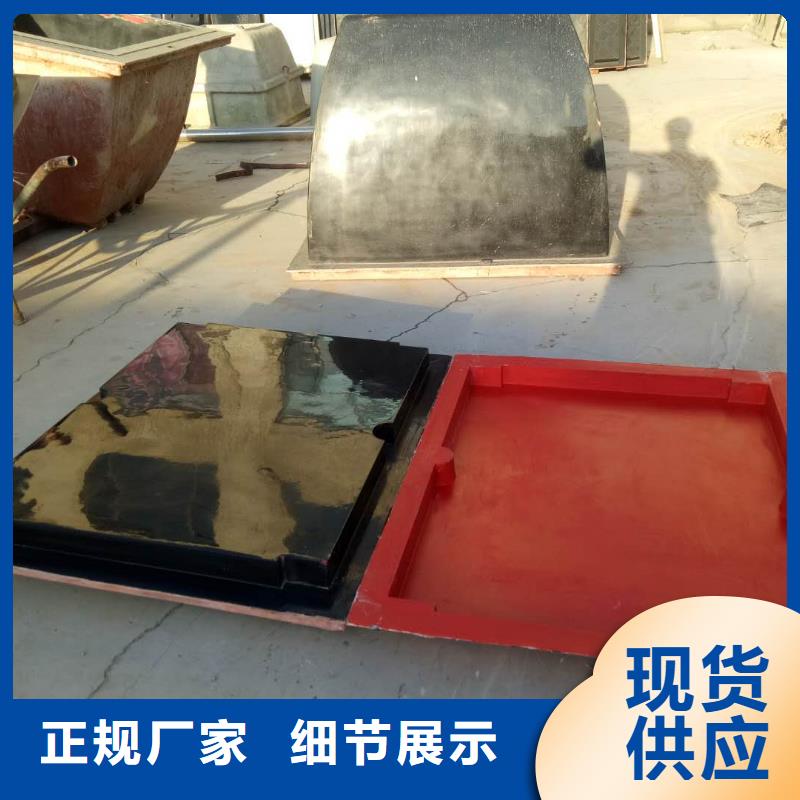
用来做玻璃钢的模具有很多种,如:木模,硅胶模,石膏模,玻璃钢模,钢模等。现简单说说玻璃钢模具的制作方法:玻璃钢模具有阴模,阳模,对合模等,具体选用哪种内型要看产品的结构,工艺,质量要求等。不管选用哪种内型,做之前先分析产品结构,要考虑怎样分型,以便于脱模。制作:模具胶衣(如,940)一遍,厚度在0.2MM左右,涂刷均匀,胶衣固化后一层表面毡,注意控制树脂含量。表面毡固化后检查表面有无气泡,如果有的话用刀挑掉,180号砂纸将表面打毛,除去灰尘,做无碱300G毡,(一般建议做两到三层待其固化,做的时候用辊筒赶尽气泡,毡做好后,做04或06布,(布与毡交替制作,注意方向性),直到所需厚度。(一般模具厚度不超过10MM)。模具做好后,有的还需要制作加强筋。有条件的话可将模具放置于烘房(温度40左右)24小时。脱模,切除毛边,打磨,(鹰牌水砂纸),根据模具表面情况一般从600号开始,直至2000号,(水磨时注意方向性)间隔性检查一下。抛光,先用1号抛光剂,后用三号。处理结束之后打蜡或者脱模剂
 玻璃钢模具挡土墙模具追求品质")




 扫一扫
扫一扫